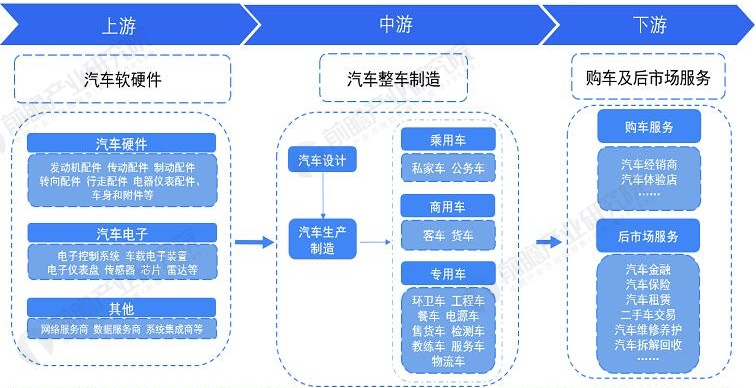
“冲、焊、涂、总”作为整车制造的四大核心工序,在排产逻辑与工艺特点上存在显著差异。
随着新能源汽车的快速发展,压铸技术、新材料应用、电池车身一体化、智能座舱及智能驾驶系统等新兴技术,正深刻重塑传统“冲、焊、涂、总”四大工艺的计划排程体系。
整车制造的计划排程面临以下三大难点:
汽车行业已由过去的“推式”生产全面转向“拉式”生产。市场供需关系的逆转及消费者需求的日益多元化,促使整车厂采取“车海战术”与快速产品迭代策略,导致产品线复杂度与迭代速度不断提升。
在此背景下,计划排程需在承接个性化定制订单的同时,为畅销车型与热门配置维持合理库存。由于订单提前期、生产提前期与采购提前期之间存在固有错配,完全意义上的“以销定产”难以实现。因此,如何在订单驱动与库存备货之间寻求最优平衡,成为计划排程的首要难点。
汽车电动化、智能化及新材料、新制造技术的应用,为物料齐套与生产稳定性带来空前挑战。
物料端:动力电池的供应稳定性、成本波动与快速技术迭代直接制约生产计划;芯片短缺风险尚未根除;碳纤维、特种钢材等新材料供应商普遍规模有限,产能与品质稳定性不足,加剧缺货风险。计划排程需动态跟踪关键长周期物料的库存与到货预期,并预备替代料方案以应对供应中断。
设备端:车身一体化、一体化压铸等技术的应用,增强了生产的“刚性”。与传统冲压-焊接工艺可通过设备柔性调节生产节奏不同,一体化技术的一次成型特性使得计划一旦确定,调整余地极为有限。此类关键瓶颈设备的维护、换模时间及良品率,直接决定整体生产计划的产出效能。
应对这一难点,需建立涵盖资源准备、分配与调度的短周期计划机制,并在更高层级与更长周期内,实施“自面至线、由线到点”的系统性资源规划。
在全面转向纯电平台之前,多数工厂需同时生产燃油车(ICEV)、混动车(HEV)、插电混动车(PHEV)、增程混动车(REEV)及纯电动车(BEV)等多类车型。这些车型虽共享部分冲、焊、涂、总工序,但在底盘结构、动力总成、装配工艺及工时等方面存在显著差异。
因此,计划排程的第三大难点在于:如何在一套复杂的混线生产系统中,科学安排不同技术路线车型的生产顺序,以最大化设备利用率和人员效率,同时最小化因频繁切换所带来的生产损失。
某整车企业是国内头部品牌,整车业务上有三个经营板块,分别是完全自营、与ICT企业合作联营、为ICT企业代工。其中联营板块属于典型的“两头在外、身子在内”,即整车企业和ICT企业之间下游零售订单体系和上游零部件采购和供应链体系各自独立,但中段生产环节共用资质目录和产线。
这一模式与传统的委托加工、代工生产、定制生产不同,销售、采购、生产、储运、交付等五个环节上的运作体系分别为“2+2+1+2+2”。
单体系与多体系的排产逻辑、规则、运算点与运算量存在显著差异,该项目中两个体系都要最大化交付,但供应链计划的约束、目标有双层体系,之间互相影响,传统APS的规则算法、运筹算法+开源求解器、运筹算法+商用求解器,都无法做出双体系最优的计划。
请在“在线留言”界面,留下您的联系方式。我们将安排售前专家为您专题交流
一、哪些新变革? 随着新能源汽车的快速发展,压铸技术、新材料应用、电池车身一体化、智能座舱及智能驾驶系统等新兴技术,正深刻重塑传统“冲、焊、涂、总”四大工艺的计划...
需求预测总是不准?你可能缺一套科学的「需求管理体系」 在供应链管理中,需求预测一直是那个“让人又爱又恨”的环节。 ...
在制造业的供应链需求管理中,一些由于自身存在的一系列问题,经常处于较为被动的地位的企业被称为“非链主”企业,本文将详细解读造成这类企业在需求管理方面被动的原因。 ...


 解决方案
解决方案 成功案例
成功案例 数策洞察
数策洞察 加入我们
加入我们